



(中石油大庆石化公司 黑龙江省大庆 163711)
摘 要:到目前为止对石油化工装置的特大型水冷器与冷凝器设备,主要是采用热固化涂料对换热管束进行防腐涂装。经使用证明防腐蚀涂层使用寿命为2~3年便逐步出现失效现象,使用寿命达不到设计要求。本文重点对某60万吨/年甲醇深加工装置丙烯制冷剂冷凝器循环水侧防腐涂层使用3年涂层失效管束失效原因分析。认为,一是涂层材料与涂装的问题;二是涂层表面存在水垢层,出现垢下腐蚀使换热管热阻增加,冷凝效果下降。根据管束防腐涂层存在的问题,设计了一种“节能防腐钛纳米换热器管束”。该材料是常温固化的涂装体系,可以现场涂装施工。涂装后管束可以连续安全使用10年以上,是换热器管束防腐蚀综合效益最好的一种。
关键词:大型冷凝器、涂层失效、管束腐蚀、原因分析、钛纳米涂层、特点、效果
1 冷换设备的腐蚀状况
冷却器是生产装置的关键设备之一,日常大量的故障及事故抢修,约60%左右是由于冷换设备管束腐蚀泄漏所至。严重影响了生产装置的安全生产。另外,当冷却水与温度较高的介质换热时,水易结水垢,形成锈垢层,增加了热阻,使换热效率严重下降,满足不了生产的需要。
自80年代以来,针对冷换设备的腐蚀,在不同的腐蚀环境中,采用不同的防护方法,经过多年的努力,取得了一些明显的效果和经济效益【1】【2】【3】【4】。
目前大型冷换设备(换热1000m2)循环水侧防腐蚀主要是单组分热固化高分子涂料进行涂装,大部分材料的防腐蚀涂层使用寿命3~5年,部分使用不到3年涂层失效,设备不能继续使用。
因为这些设备是石油化工装置的主要设备或关键设备,如果出现故障会影响装置的安全运行,甚至停工。所以,对于这些设备的管理按“运行零故障”管理。
一般这些设备的设计使用寿命为20年,高温固化涂层使用寿命3~5年,必须进行二次涂装。这样的涂装间隔往往满足不了生产装置的长周期安全运行,同时增加了企业的生产成本。
2 冷却器碳钢管束使用情况
2.1 管束不防腐
在石化装置生产操作中,常遇见的问题是冷换设备的腐蚀与结垢,特别是冷换设备系统中冷却器管束,因管程多数走循环水,当水与温度较高的介质换热时,极易使管子内壁腐蚀与结垢形成垢层见图1。有的碳钢冷却器管束不到一年即发生管子腐蚀穿孔见图2。图3~4为油气泠凝器Φ1800的管束使用近2年报废了。


2.2 防腐蚀涂层管束使用情况
2.2.1 TH-901涂料的使用情况
(1)重油催化:该材料主要成分是大漆一共试用了3台,全部用在水冷器上,通过一年的使用,漆膜已经失去使用作用。另外2台同样一年多防腐层失去作用。

(2)焦化装置:使用的TH-901涂层的水冷器管束使用1年多管束出现穿孔腐蚀。

2.2.2 SHY-99涂层使用情况
(1)概况:某公司丙烯制冷剂冷凝器该冷凝器为2018年制造。 该台规格型号为:BEM3100-2.1-5900-9/19-4,单台设备重151600Kg,相关数据见表1,使用条件见表2。2019年投入运行,使用3年后停用检查备用。

(2)防腐蚀涂层失效分析SHY-99涂料由有机硅改性环氧、酚醛树脂和耐热颜料、填料配制而成的单组份换热器专用涂料。主要存在问题为,一是该涂料对于特大型冷换设备进行涂装、热固化,成本高。而对于近150吨的设备不利于长途运输。在现场施工搭建热固化设施固化质量不易保证。二是涂层使用较短一般使用2~4年涂层出现失效,严重影响了冷凝设备的使用。
(3)备用管束防腐涂层检查:该冷凝器使用3年后停用备用。具体情况见图11~12。

从管板表面看防腐蚀涂层失光,局部有水垢、銹垢附着。有局部涂层破损露出锈蚀金属,换热管内涂层粗糙出现鱼鳞状,表面有少量水垢附着,管子内壁涂层局部有起层脱落的。
2.3 防腐蚀涂层失效原因分析
2.3.1涂层设计
按原防腐涂层(SHY-99)设计要求涂装4道,干膜厚度≥150μm,涂装一次可以使用4年以上,而实际使用3年左右局部涂层已经失效,没有达到设计要求。
2.3.2 防腐蚀涂层损坏
从管板表面看防腐蚀涂层失光,局部有銹垢附着,有局部涂层破损露出锈蚀金属,换热管内涂层粗糙出现鱼鳞状,表面有少量水垢附着,管子内壁涂层局部有起层脱落的。
2.3.3 涂层失效原因
涂层提前失效是指涂层在未达到其预期的使用寿命前就发生失效,而防腐涂层的失效一般都伴随着突然性以及严重的不利影响。涂层发生失效时原因如下:
(1)材料:涂层材料的问题一般被视为是引起涂层失效的主要原因,但事实上大部分的涂层失效都是在涂层施工时未制定或遵守表面处理和底漆施工规范而发生的。
(2)表面处理:锈和各种表面污染物未能被正确或完全清除,这就将导致涂层和金属表面间的粘合性减弱。不合格的表面形貌将限制合格涂层体系的效用。涂层失效往往会在涂层固化不完全时发生。
2.3.4 防腐蚀涂层失效过程
(1)涂层失效的发生:良好的涂层体系在薄层的使用寿命期内始终保持其完整的粘合性并各种介质的侵蚀。
涂层失效是由涂层与基体之间的粘结强度和涂层所处的暴露环境所决定的。涂层失效开始阶段的发生速度通常较慢,但之后一旦开始,其将迅速蔓延,使涂层体系达不到设计的使用效果。
(2)涂层起泡:以破损或鼓泡的涂层下已腐蚀的表面,金属表面空隙中残留盐和氧化物,腐蚀性气体穿过涂层而被吸收,将涂层推离金属表面也会引起起泡或腐蚀性气体渗透进涂膜与金属表面发生反应,同样也会引起渗透压起泡。
2.3.5 防腐蚀涂层失效危害
涂层失效的表现包括保护性涂层无法为基体提供保护,无法提供良好的外观或起到其他的预期作用。即使只有一小块涂层失效,也会导致腐蚀的发生,损坏整体结构并最终引起失效。
2.3.6 涂层失效处理
在涂层失效发生后,可通过使用适当的修复措施来进行补救。但补救措施一般都效率不高且费时伤财。因此,采取可靠的防护措施才能满足设计要求。如果是大型冷换设备涂层失效时,采用的是热固化涂料不能进行局部修复,只能进行二次涂装。
3 循环水对管束的结垢与腐蚀分析
由于循环水中难溶的盐类不断浓缩容易在冷却器管内造成沉积、结垢 。造成水冷器腐蚀的是六大因素,氧及其他溶解气体溶解固体和悬浮固体酸碱值 、水流速度 、微生物的繁殖。腐蚀形态为均匀腐蚀和局部点蚀垢、瘤,造成冷换设备损坏多为孔蚀, 在很短时间内就可能导 管束穿孔泄漏[5]。
3.1 结垢[6]
因冷却水中含有碳酸氢盐、碳酸盐、氯化物、磷酸盐等,其中以溶解的碳酸氢盐如Ca(HCO3)2、Mg(HCO3)2最不稳定,当冷却水流经传热的金属表面时就发生如下反应:
Ca(HCO3)2 → CaCO3 ↓ + H2O + CO2↑
Mg(HCO3)2 → MgCO3 ↓+ H2O + CO2↑
当水中溶有大量的氯化钙时还会产生下列置换反应:
CaCl2 + CO-23 → CaCO3↓ + 2Cl-2
当水中加有聚合磷酸盐作缓蚀剂时,又会将钙转化成磷酸钙,其反应为:
2PO4-2 + 3CaCl2 → Ca3(PO4)2↓ + 6 Cl-
此外溶解在冷却水中的氧还会造成金属腐蚀,形成铁锈,反应如下:
2Fe+2H2O+O2 → 2Fe(OH)2 ↓
反应的结果在传热面上逐渐结垢,同时伴随铁锈的生成。当冷却器运行时,由于垢层的影响,换热效果严重降低。有的个别管束使用不到一年换热管内已被堵死。
另外,由于水垢的存在,易造成管内壁的垢下腐蚀,使管束的使用寿命下降。见图13~14为循环水管板结水垢情况,管板表面为工艺介质入口温度高所产生的水垢,其它在温度逐渐下降的情况下,结水垢逐渐减轻。

3.2 腐蚀
3.2.1 电化学腐蚀
水对金属表面的腐蚀主要为电化学腐蚀,在腐蚀电池中阴极反应主要是氧的还原,阳极反应则是铁的溶解。碳钢在水中发生的腐蚀反应为:
阳极反应:2Fe → 2Fe+2 + 4e
阴极反应:O2 + 2H2O + 4e → 4OH-
总 反 应:2Fe + 2H2O + O2 → 2Fe(OH)2↓
在腐蚀时,铁生成氢氧化铁从溶液中沉淀出来。因这种亚铁化合物在含氧的水中是不稳定的,它将进一步氧生成氢氧化铁。
2Fe(OH)2 + 2H2O + 1/2O2 → 2Fe(OH)3↓
之后,氢氧化铁脱水,生成铁锈 。
2Fe(OH)3 → FeOOH ↓+ H2O
红棕色的Fe(OH)3基本上不溶于水,只要水中溶解氧不断增加,这种腐蚀电池的共轭反应就会不断地进行下去。见图15~16。
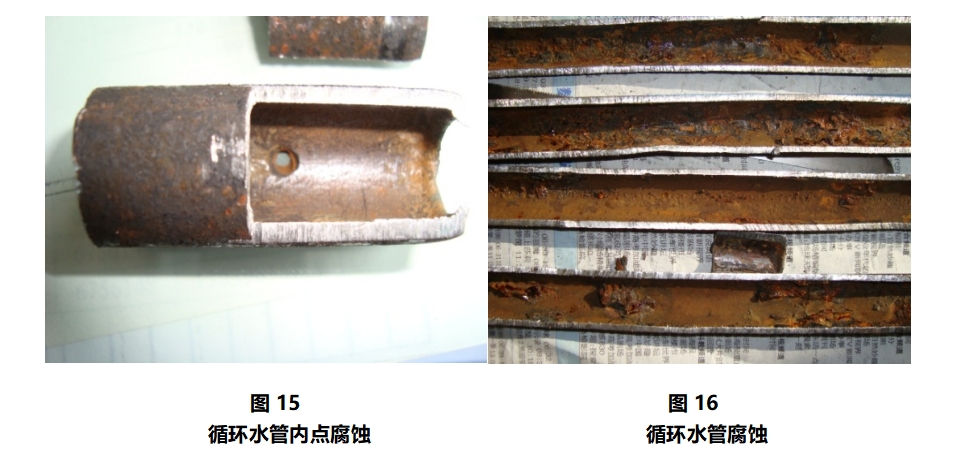
对于循环水的均匀腐蚀我们可以预判,但是有时还存在均匀腐蚀与点腐蚀同时发生。图15~16可以看出大金属表面发生点腐蚀时破坏性更大,不好预防。图17~18为循环水侧腐蚀。

3.2.2 细菌腐蚀
由于循环水含有厌氧细菌(硫酸盐还原菌)、有机物、硫酸盐、氧在正好是硫酸盐还原菌生存的适宜环境,细菌腐蚀容易引起金属表面发生点腐蚀。见图19~20。

4 采用钛纳米涂层管束的依据
由于冷却器管束的腐蚀与结垢,使用寿命短。经过多年的努力,采用不同的防腐蚀方法,取得了一些明显的效果和经济效益。但是,目前还有一些问题没有很好得到解决。根据钛纳米涂料体系的优异的性能完全可以解决水冷器管束腐蚀、结垢问题。
4.1 防腐涂层确认
开发换热器耐热防腐涂料,需要耐热、导热效率高的防腐涂层,是我国急需的比较理想的防腐涂料。其关键是要在涂料的防腐性能、传热性能和可施工性三者之间求得最佳平衡点。而钛纳米聚合物涂料却在这三者之间有这较好的平衡点。
4.2 钛纳米涂料性能
4.2.1 良好的机械性能如表3:

4.2.2 优良的耐化学腐蚀性能见表4

4.2.3 可满足工况要求的耐温性能【7】
根据实际应用的要求,我们研究了100℃和150℃条件下,该涂层在3%NaCl溶液中的试样交流阻抗随时间的变化。试验结果如表5、表6:

试验结果表明该涂层阻抗随时间延长并没有呈现下降趋势。并且还有升高趋势,说明本涂层对150℃3%NaCl介质呈耐蚀性。
该材料的涂层与其他几种材料的涂层在NaCl溶液中的通过采用电化学阻抗谱的方法进行测试,证明了该材料防腐性能的优越性。
4.2.4 耐磨性良好
按GB/T1769-89标准,对该涂层进行了耐磨检测,即在1000g重量、1000转,涂层损失重量仅为14mg,该指标比海军规定甲板漆耐磨性高70倍,表明此涂层耐磨性良好,可满足换热器的需求。
4.2.5 阻垢性能优良
在水最易结垢温度60℃条件下,流速控制在0.5m/s,总硬度(以CaCO3计)193.4mg/l,PH=7.01的结垢性水中进行污垢沉积速率和污垢系数测量,结果见表7

结果表明,钛纳米防腐防垢涂料涂层的污垢沉积速率仅为空白的约1/70,远远低于国家标准。其污垢系数仅为空白时的约1/33,也远远低于国家标准值。
4.3 评价结果
钛纳米涂料就是将钛超细化达到纳米级,使其表面活性大大提高【8】。有如下特点:
①抗渗透性强;② 抗腐蚀性高;③抗垢性好;④导热性好;⑤耐温性好;⑥耐磨性能好;⑦ 抗空蚀性能好;⑧ 耐水性好。
5 使用效果【9】
5.1 使用部位
到目前石油化工采用该涂料对水冷器、冷凝器管束防腐涂装约有几百台,管束内外表面防腐涂层厚度在160~200μm。
5.2 使用效果
装置检修时先后对安装在一套常减压、重油一催化的几台钛纳米管束进行抽管检查,使用情达到了预期的防腐蚀效果。
5.3 使用情况
冷换设备碳钢管束通过使用钛纳米涂层延长了使用寿命及提高了换热效率。例如炼油厂常减压的2台初顶冷凝器,管束规格为Ф1100×6000,使用8年经过3次大检修,使用效果很好。具体见图21-25。从图可以看出同一管束使用了3年(图22)、5年(图23)、8年(图24)情况。8年后该管束继续使用,后该装置报废,跟踪使用结束。



在2012年检修,换热器管束经过近8年的使用,管束内壁采用钛纳米涂层的都没有抽管束清洗。图26、图28是图27、图29的对应的局部放大图。


从图26可以看出管内没有结水垢,图中的白点是管对面口透从的光,可以看出没有水垢表面光滑。图27没有清洗的表面状态,可以看出没有结任何锈垢、水垢。
6 经济效益分析
通常碳钢水冷却器在使用过程中因冷却水中的碳酸盐、泥沙等(管内没有采取防腐措施),在内壁易形成污垢层。对管内采用环TH847(氧氨基涂料)防腐措施的,尽管先期涂层表面比较光滑,但后期还是有一定的污垢存在。管束外壁因受油汽中有害介质的腐蚀,产生锈蚀物依附在管壁上,形成较厚的铁锈层以及油垢层,因此使传热恶化,冷却器的冷却效果下降。
通过钛纳米聚合物涂料管束的使用,收到了满意的效果,满足了工艺的需要。如一套的E155/AB初顶冷凝器原先环氧氨基涂料防腐与现钛纳米涂料管束使用对比情况见表8:

从表中可以看出油相、水相钛纳米管束冷却的效果是好的。
6.1 传热系数K值对比【10】【11】
根据传热系数公式:
K = 1/(1/h1 + b/λ+ 1/h2 + b1/λ1 + b2/λ2) ---------- ①
计算结果见表9:

由K值的对比计算结果看出,采用钛纳米管束比管束不防腐综合传热系数提高 67.38 %,比7910管束传热系数提高49.37%。
6.2 节能计算
钛纳米管束比管束比管束不防腐传热系数提高△K= 90.059 w/(m2·k),比7910涂层管束传热系数提高△K= 44.481 w/(m2·k)。
根据表七的数据换热面积按350m2,根据:
Q = △K×A×△T×t - ------- ------- ------- ------- ------- ---------------- ②
Q钛管束与不防腐管束 = △K×A×△T×t =86.266×350×10×365×24=5710MW/年
Q钛管束与7910管束 = △K×A×△T×t =136.458×350×10×365×24=4183 MW/年
式中:Q为设备运行1年多收热量,W/年;
△K为传热系数差,w/(m2·k);
A为管束传热面积350m2;
△T为油相钛纳米管束与不防腐管束出口温度差,℃;
t 为运行周期,按365天计。
将上列数据代入②中得:
每年该冷却器管束采用钛纳米管束与不防腐管束节约能量5710.92MW/年, 可以节约(热价按20元/MW)11.4万元。与7910管束节相比可节约能量4183.8 MW/年约合8.3万元。
6.3 使用寿命及造价
采用钛纳米管束按每台可以提高使用寿命2~3倍计,每台水冷器没有防腐管束按使用寿命3年计,如一台Φ1100mm的碳钢冷却器管束造价30万元,按提高使用2倍计。钛纳米管束防腐造价为12.6万元,可以节约47.4万元,每年可以节约5万元(钛纳米管束按使用9年计)。另外加上每年节约的能量11.4万元,每年可以节约16.4万元。应用钛纳米管束可以获得每年单位面积可以获经济效益465.7元/m2· a。
所以说,仅试验采用的9台钛纳米涂层管束,每年可以获得直接与间接经济效益120万元以上。
如果以一台Ф700的中型管束计,管束制造价为8.5万元,钛纳米管束防腐造价为4.68万元。后者的使用寿命按比碳钢管束提高使用寿命2倍计,每台可以获得12.32万元(减去防腐涂层的费用)。我厂冷却器适合钛纳米管束以150台计算,可以获得1848万元的直接经济效益。
6.4 结论 【12】
节能防腐蚀钛纳米涂层换热管束在油汽冷却器上应用,经过近十几年的使用取得了良好的效果和明显的经济效益,特点为:
(1)钛纳米管束防腐抗垢性好。管内外表面光洁度高,相对提高了近管壁流层速度,从而减少了管内外垢层的沉积,抗锈垢性能好。水冷器管束内外壁防腐使用了8多年仍可继续使用。
(2)节能性好。它具有吸热和导热双重功能,其导热系数位于金属范围。从传热系数对比和节能计算看出,钛纳米管束比不防腐的管束、环氧氨基涂层管束传热效果好,热效率高,是一种节能的换热管束。
(3)钛纳米管束检修方便节约费用。可以经过3个周期检修时,不用抽管束,做到免维护。
(4)降低施工费用。钛纳米涂料换热器防腐蚀体系属于常温固化,解决了管束防腐涂层需高温固化的施工工艺,降低了施工成本。特别是解决了大型冷换设备涂装的难点,属于国内首创。
(5)综合性能好。钛纳米管束体现了涂料的防腐性能、传热性能和可施工性三者之间的最佳平衡点。
(6)使用寿命长:比《钢制冷换设备管束防腐涂层及涂装技术规范》SH/T3540-2018中推荐的任何一种换热器管束用涂料使用寿命长1倍以上。
7 国内技术评价
2008年由中国工业防腐蚀技术协会主持的“节能防腐蚀钛纳米涂层换热管束”顺利通过了科技成果鉴定。鉴定结果为“该项技术在我国相同专业中是领先的”。该项技术获得化工集团的科技成果推广项目;在中国工业防腐蚀技术协会获得“科技进步二等奖”。2013年项目“全寿命周期在换热器防腐蚀技术中研究与应用”获得由中国设备管理协会颁发的石油和化工行业设备管理与技术创新成果一等奖。
所以说,该项目技术成熟可靠,在解决换热设备的腐蚀及提高换热效果上可以获得较大经济效果。
8 大型冷换设备涂装及对该技术行业认可程度
8.1 管束涂装设计
8.1.1 防腐施工工艺
①管束内除掉油污和浮铁锈;②打砂处理至Sa2.5级;③管束内表面采用灌涂或喷涂工艺;④最后经均质化处理。
8.1.2 防腐设计
管束内涂装4次,膜厚160±20μm,大型设备中的主要设备或关键设备建议涂装5道,干膜厚度达到200±20μm。
所以,这样的施工工艺与漆膜厚度完全符合相关行业涂装标准,可以满足换热器管束防腐蚀要求。
8.2 行业对该技术认可程度
因“节能防腐蚀钛纳米涂层换热管束”技术体系属于常温固化,对水冷器循环水侧管束具有防腐蚀、防结垢的优异的特点,在石油化工水冷器应用有近20年的成功经验,近几年逐步被石油化工具有大型冷换设备企业认可。目前对大型的水冷器、冷凝器采用钛纳米涂料防腐蚀技术,有23台近85000m2多的待涂装,具体见表10。根据大型冷换设备的使用及在生产装置重要程度综合考虑涂装一次可以保证安全运行10年以上。

注:序号7、8,5471、5720为管束内壁表面积,换热管为外翅管。
综上所述,钛纳米聚合物防腐涂层解决了石油化工的水冷器管束腐蚀,延长了设备的使用寿命,同时又是一种节能的换热设备。
参考文献
[1] 王巍,炼油厂冷却器的腐蚀与对策「J」,《石油化工设备技术》2000年第6期,P25;
[2] 王巍、张喜华、肖力学,5454铝镁合金管束在冷换设备中的应用「J」,《石油化工设备》1990年第6期,P44;
[3] 王巍,硝酸酸洗在我厂冷却器上的应用「J」,《全面腐蚀控制》1991年第1期,P34;
[4] 王巍,NI-P化学镀层在糠醛换热器上的应用「J」,《石油化工腐蚀与防护》1997年第1期,P35;
[5] 谷其发、李戈文编著。炼油厂设备腐蚀与防护图解「M」,北京:中国石化出版社,2000年,P20;
[6] 周本省编著,工业冷却水系统中金属的腐蚀与防护「M」,北京:化学工业出版社,1993年,P28;
[7] 石伟海、方华、张梅,钛纳米聚合物涂料在NaCl溶液中的电化学阻抗谱「J」,《涂料工业》2007年第5期P69;
[8] 薛俊峰编著《材料耐蚀性和适用性手册-钛纳米聚合物制备和应用》「M」知识产权出版社,2001年6月,P429。
[9] 王巍,采用钛纳米涂料解决炼油厂换热设备的腐蚀「J」,《电镀与涂饰》2011年第9期P35;
[10] 富嘉文“换热器”「M」,北京,石油工业出版社,1979年8月,P23;
[11] 薛富津、王巍,换热器管束防腐蚀技术进展《全面腐蚀控制》2016年第4期,P66。
[12] 王巍,节能防腐钛纳米涂层换热管束在炼油厂冷换设备上的应用「J」,《2009年全国石油和化学工业腐蚀与防护技术论坛论文集》,P300;
作者简介:王巍(1955—)、男,辽宁沈阳人,1980年毕业于黑龙江省化工学校化工机械专业,中国石油大庆石化公司炼油厂,中国防腐蚀大师,高级工程师。设备腐蚀与防护管理专业。专业特长,金属腐蚀与防护研究、防腐蚀设计、设备防腐蚀管理等。
发表论文《钛纳米聚合物涂料在储油罐上的应用》等169篇论文分别发表在省、部级、国家级科技期刊上;2011年出版《石油化工设备防腐蚀技术》一书。
中国化工学会化工安全专业委员会
中国化工学会化工机械专业委员会
中国化工学会智能制造专业委员会
《石油化工企业设备维护与检修》编辑部
石化设备安全运维服务网公众号
石油化工之家公众号
油气管网与储罐区产业公众号
碳索视界(北京)企业管理咨询有限公司
盛融华创(北京)能源科技发展有限公司
《石油化工设备技术》编辑部
《石化技术》编辑部
《石油化工腐蚀与防护》编辑部
《化工机械》杂志
《化工自动化及仪表》杂志
炼化及石化下游产业网
石化设备圈公众号
炼油与石化下游产业公众号
石化缘科技咨询公众号
超级石化公众号

中石研石化设备安全运维专家服务(中心)专业委员会
中机维协石油石化建安检维修分会