



编 辑 | 化工活动家
来 源 | 化工设备与管道杂志社
作 者 | 刘文利等
关键词 | API 617

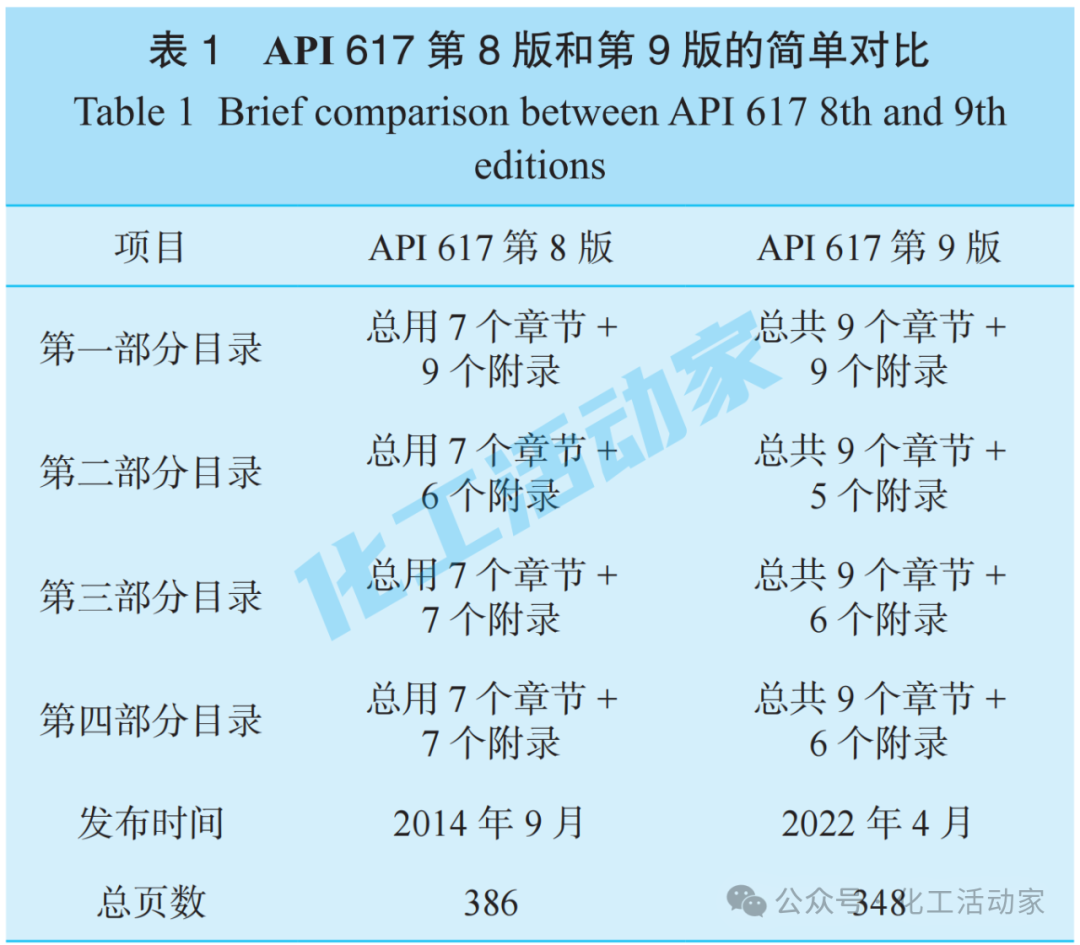
压缩机API 617是全球石油化工轴流和离心压缩机领域最重要、使用最广泛的规范,之前常用版本为2014年出版的第8版,经过近十年的应用、反馈和改进,美国石油协会(简称API)于2022年4月发布了API 617《轴流、离心压缩机及膨胀机-压缩机》(以下简称API 617)标准规范的第9版,随着对标准理解的加深,第9版标准逐渐进入了大规模使用阶段。表1列出了API 617第8版和第9版的简单对比。
API 617第9版提出了很多新的设计理念和设计要求,并对第8版进了部分修改和补充。本文着重对比第9版和第8版的重要变化,并结合工程实际进行分析解读。
下述描述中如使用要求、规定两个术语,则说明该条款在API 617中为强制性要求,而使用推荐、建议两个术语,则说明该条款在API 617中为非强制性要求或需要买方额外规定。
(1)API 617第8版中的Scope(适用范围)章节中明确要求,超过300℃的热气体膨胀机不属于API 617的适用范围,而第9版中删除了300℃的限制,并在Scope章节中明确所有轴流膨胀机(如热气体膨胀机)均不属于API 617的适用范围。
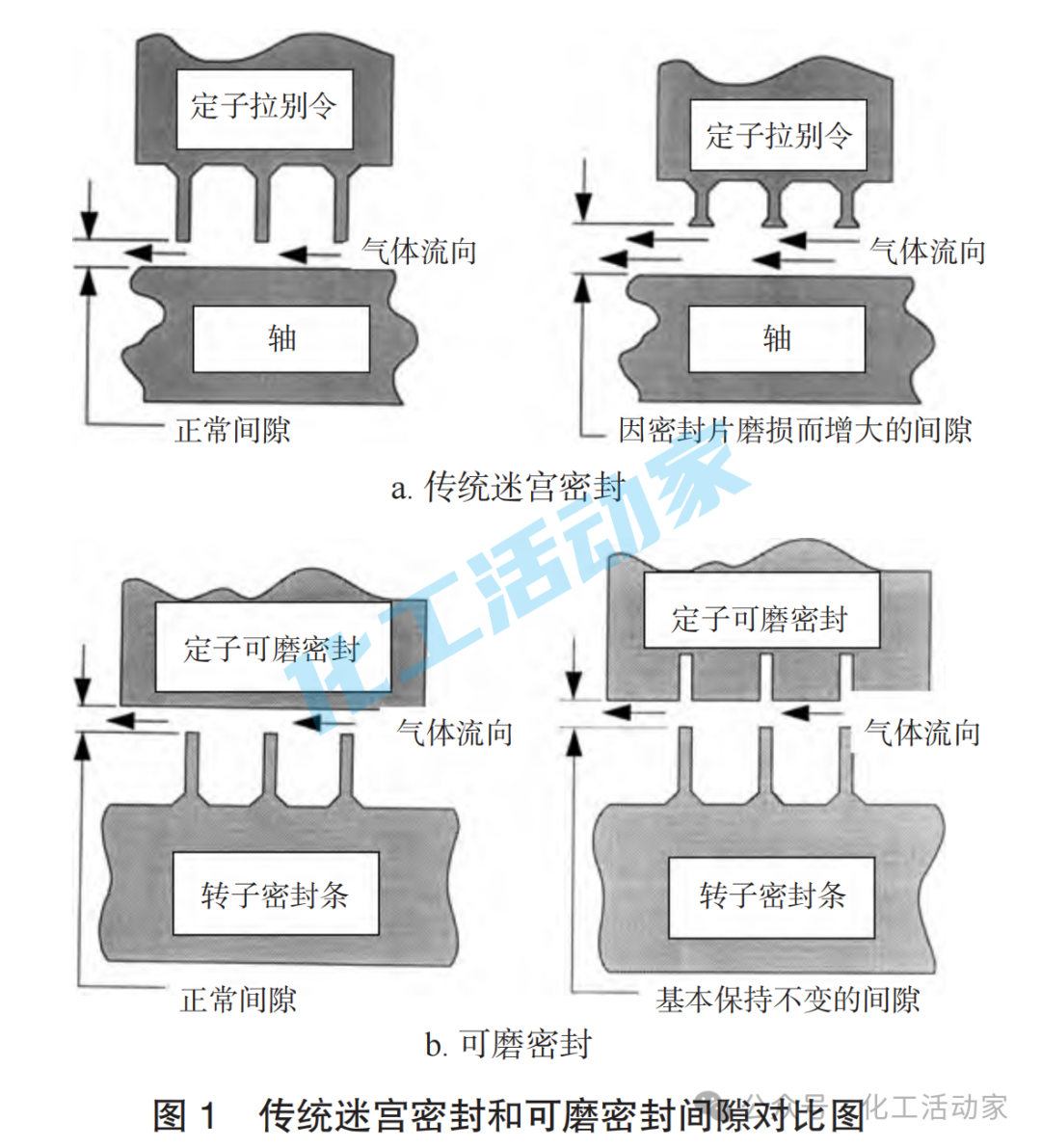
(2)在术语与定义部分,API 617第9版新增了“可磨密封”术语解释,所谓可磨密封是指迷宫密封的定子密封件是可磨损的,转子密封片在旋转时可能因为转子浮动或跳动,旋转中心线发生了偏移,此时转子密封片可能插入到定子密封件中,这样密封片就不会发生磨损变短而导致密封间隙增加,从而保证了密封的可靠性。
如图1所示,分别表示了传统迷宫密封(也叫拉别令密封)和可磨密封的对比。从图中可以看出,可磨密封可以保证密封间隙基本不变。
同时第9版在术语与定义部分,新增了“撬装底板(baseplate skid)”、“缓冲气体(buffer gas)”“流量极限(capacity limit)”和“隔离气体(separation gas)”等名词解释,这些名词解释与我们工程中的现有的理解基本一致,不再赘述。
(3)API 617第9版的6.1节新增建议,如有要求供货商所提供的设备应该是经过现场证明的(何为现场证明由买方定义),并由买方指定设备的API 691《基于风险的设备管理》的TRL(Technical readiness level技术成熟级别)级别。在API 691—2017版中,将设备按照验证程度分为了概念设备、概念验证设备、原形设备和现场验证设备四个大类7个小类。API 617第9版6.1.1.2条款规定供货商应提供相关文件,证明设备是可靠的且经过现场证明的。
(4)API 617第9版6.2.3.5条款补充了PMI(positive material identification成分检测)的相关要求:如果要求了对制造过程进行PMI检测,则构成制造过程的部件,包括焊缝都应该在制造完成后进行PMI检测,这种测试应该在热处理前完成检测,对于叶轮或轴等部件,可以在制造后组装前进行PMI检测。
一般情况下,PMI检测一般是指原材料,如板材,棒材,锻件等的检测,而这条补充要求,明确制造过程也可以进行PMI检测,尤其是可以对焊缝进行PMI检测。
(5)API 617第9版6.2.5.5.3和6.2.6.2.3条款新增要求,对于铸件或者锻件的小缺陷采用焊接修复后,可通过局部热处理代替整体热处理。
(6)API 617第9版的6.6.1.4条款中修改第8版要求,将测量转动部件的残磁水平从第8版的5高斯,修改为第9版的±2高斯。
(7)API 617第9版6.7.1.2~4新增要求,应对滑动轴承进行检查,确保巴氏合金与基体之间的接触面积比不小于99%,可以通过超声方式进行检查。此条要求可以很好地控制轴承巴氏合金的附着质量,从而保证轴承的制造和安装质量。
(8)API 617第9版6.7.3.4条款将原第8版放在第二、三、四部分关于推力轴承的要求统一描述在了第一部分。包括要求推力轴承载荷不应超过轴承制造商要求的极限载荷的50%,并列举出了在设计推力轴承时应考虑的各种因素。
(9)API 617第9版6.7.4.1.3条款新增要求,轴承箱的设计应不需要通过气体吹扫和涂抹油脂的方式,就能达到防止异物进入轴承箱的作用。同时6.7.4.8要求,为了防止轴承箱中积累的电位电压,使用霍尔效应探头进行磁性检测时,轴承箱的残余磁量不得高于±4高斯。
(10)API 617第8版4.8.3中建议,如果要求,或临界转速小于127%最大连续转速的情况下,才需要进行不平衡转子响应的验证试验。而API 617第9版6.8.3中,将此条修改为了强制条款,并要求所有转子均需要进行不平衡转子响应的验证试验。不平衡转子响应验证试验中,第8版中要求机器在最大连续转速下15min后升至跳闸转速,而第9版中修改为机器保持最大连续转速直到轴承温度和径向振动稳定后,再将转速升至跳闸转速。在恒定的进油条件下,压缩机轴承测温探头在10min内的变化小于1℃,轴承振动的变化小于10%,两个条件同时满足就可以认为轴承温度和径向振动达到了稳定。第8版中4.8.4要求,当不平衡响应验证试验中或不平衡响应分析中存在振动超过标准或振动安全裕度不满足标准要求时,应进行额外的测试,并给了额外测试的具体要求,而API 617第9版删除了需要进行额外测试的要求,也就是说,第9版要求所有转子必须满足振动标准和振动安全裕度的要求。
这几条修改,提高了转子不平衡响应验证试验的要求,同时细化了验证试验的细节,使其更有操作性。
(11)API 617第8版4.8.5和4.8.6中将稳定性分析分为了I类和II类,II类稳定性分析较I类稳定性分析更为精确,当I类稳定性分析不满足某些条件时,需要进行II类稳定性分析。而API 617第9版6.8.4节删除了I类和II类的区分,统一要求机组需进行稳定性分析(验收标准与第8版中的II类标准一致)。
此条修改,相当于提高了对机组稳定性的要求,需要考虑所有影响机组稳定性的因素,包括迷宫密封、阻尼密封、叶轮空气动力学效应和内部摩擦等。
(12)美国石油协会于2018年发布了API692—轴流、离心、螺杆压缩机和膨胀机用干气密封系统。API 617第9版已经开始引用API692标准,并在6.1.9.6条款中要求如果使用干气密封,则干气密封及干气密封系统应符合API692标准的要求。
(13)API 617第9版7.2.1.2中部分修改了对设备安装板加工精度的要求。第8版5.4.1.2要求,为了防止安装不平整(soft foot)的现象出现,同一水平面上的所有安装面高度差应控制在25微米(0.001英寸)以内,而第9版将此数值修改为125微米。第8版要求,每个安装表面的加工平整度应为每线性米40微米,而第9版中将此数值修改为75微米。第8版要求,高差不同但相互平行的安装平面,其平行度差应该50微米以内,而第9版修改成了125微米。
从这几条修改可以看出,第9版降低了对安装板加工精度的要求。
(14)API 617第9版7.2.10中,将底座所有灌浆孔的净面积从第8版5.4.2.8要求的最小100平方厘米修改为了最小125平方厘米。同时明确了,灌浆孔应提供厚度最小为1.5mm的金属盖,防止雨水和杂物的进入。
(15)API 617第9版7.3.2.3.3新增要求,防喘振阀应设计成允许气体全循环的形式。这条明确了防喘振阀的设计流量,以后防喘振阀选型时应该按照允许气体全循环进行设计。虽然全循环设计可以保证防喘振阀拥有较高的CV值,但是这对于操作点靠近防喘振控制线的工况,过大的CV值可能导致防喘振阀的频繁启停,降低了防喘振阀寿命,此时可以考虑并联一个小防喘振阀的方案以解决防喘振阀频繁开启的问题。
(16)API 617第8版6.3.5.1要求,机械运转试验中使用到的振荡解调器和相关的电缆可以使用合同产品或工厂品。但是第9版8.3.5.1中明确探头、电缆、振荡解调器应全部使用合同产品。同时第9版8.3.5.10.3.1新增要求,机械运转试验过程中未滤波的轴向振动峰峰值不得高于15μm,这是API 617首次提出轴向振动的要求。
一般的工程设计中,还没有监测轴向振动的先例,API 617第9版解释此条新增要求是为了干气密封的良好运行,买卖双方应该探讨这些要求的可行性和必要性。
(17)API 617第8版的附录A—残余不平衡量的验证程序中,验证残余不平衡量需要沿着圆周方向每隔60°分次放置试验砝码,并分别记录每个不同角度下振动的幅值和相位,再根据公式进行残余不衡量的计算,从而与最大允许不平衡量进行比较。而第9版附录A简化了验证程序,只需要分2次间隔180度放置砝码,再根据记录的结果就可以计算出残余不平衡量。此次修改减小了不平衡量验证测试的复杂程度。
(18)因为API 617第9版引用了API692—轴流、离心、螺杆压缩机和膨胀机用干气密封系统,因此删除了原来第8版的附录F—在制造商车间进行的干气密封测试的章节。
(19)API 617第9版附录E—防喘振系统指南中,对防喘振系统的设计提出了很多新的要求如下:
●控制系统供应商应该提供一个合适的控制算法,保证压缩机在最恶劣工况也不会发生喘振。控制算法应包括以下功能:
闭环控制和开环控制相结合。如果闭环控制无法避免运行点冲过防喘振控制线,则应启动开环控制打开防喘振阀,可以通过模拟输出实现阶跃实现,或者通过电磁阀实现。
控制系统应该能检测快速的瞬时喘振,在开环或闭环控制中,防喘振阀应在运行点到达防喘振控制线前打开。
防喘振阀应该可以被手动打开。
以上的要求明确了防喘振系统应该及时快速响应,在正常操作时采用闭环控制,而在遇到特殊情况(如紧急停车时),应采用开环控制,立即通过防喘振阀的快开功能打开防喘振阀(一般通过电磁阀实现),从而实现机组的保护。
●回路响应时间
控制器的最佳的最大死区时间应小于10ms。
防喘振控制器的扫描时间(从输入信号的变化到检测到输出信号的变化)应小于40ms。
流量变送器的扫描时间应小于100ms。
关闭仪器和回路的时间应该通过分析进行预测,并由业主通过现场核查试验进行验证。
以上新增要求均是为了防喘振系统的快速响应,这是因为在很多紧急情况下(如紧急停车工况下),机组从稳定运行点到穿越喘振线的时间是非常短的。
●入口流量信号的阻尼
压缩机入口流量的测量信号经常会由于传感元件的涡流而产生波动信号,应避免对这些信号进行阻尼处理,因为对这些信号进行阻尼处理会导致防喘振回路的反应延迟。
●防喘振阀的设计
在设计压力下,防喘振阀的设计流量应至少为额定流量的130%(约200%的喘振流量),这将通过绘制阀门的全开阻力曲线来验证。
防喘振阀的特性曲线应该是线性的。
应配置由电磁阀控制的排气口,从而实现开环控制下快速打开防喘振阀。通过电磁阀将防喘振阀从全关到全开的过程应在1~2秒内。1~2秒的全开行程时间通过防喘振阀的液压执行机构很容易实现,而对于气动的防喘振阀来说就比较困难,需要进行特殊的设计。
防喘振阀关闭的行程时间应该大约20秒。
无论防喘振阀处在什么位置,其执行器应该无延迟地做出反应。
防喘振的消音器和冷却器的尺寸设计应按照额定压力或压比下的全阀流量进行设计。
以上要求明确了防喘振阀的设计要点,为了发生或快发生喘振时,快速打开防喘振阀,就要求防喘振阀应有快开慢关的特性,但是对于气动防喘振阀,如需要极其严格的全开时间,需要对气路管路进行特殊设计。
●滞留容积
应尽量减少压缩机排气口和防喘振阀及止回阀之间的管道容积(也称为滞留容积)。对于轴流压缩机,这些容积总量不应超过排放口0.5秒内处理的气体体积。对于离心压缩机而言,这些容积总量不应超过排放口1s内处理的气体体积。比如对于一台进口流量为500000m3/h,出口流量为100000m3/h(约28m3/s)的压缩机,对于轴流压缩机,滞留容积不应超过14m3,对于离心压缩机,滞留容积不应超过28m3。
以上新增要求是为了减少压缩机出口的滞留容积,滞留容积减少了,当压缩机发生喘振时,反流回压缩机的气体量也会减少。同时滞留容积的减少可以在打开防喘振阀后,快速降低压缩机出口的压力,从而减少喘振对压缩机的影响。
●排放单向阀
排放单向阀是防喘振系统的关键设备。单向阀应无颤动地运行,一旦压缩机排气压力下降到设计排气压力以下,单向阀应立即关闭而不粘连。对于轴流式压缩机,建议单向阀配置强制关闭装置(配置带电磁阀的气动执行机构)。对于使用倾斜盘式的单向阀时,也建议单向阀配置强制关闭装置(配置带电磁阀的气动执行机构)。
●中间卸荷阀(对于带中间冷却或多段式压缩机)
对于多段式或带中间冷却的离心或轴流式压缩机,应该配置中间卸荷阀。
比如对于2段式压缩机的催化裂化的富气压缩机,气体经过1段压缩机后,从1段出口抽出,经过冷却分离后进入2级,此时段间往往也配置1个防喘振阀,称为一段反飞动。
(20)API 617第9版删除了第8版的附录H—典型投标表格模板。
(21)API 617第9版附录F—部件的典型材料,将原本第8版中分布在第2,3,4部分的部件典型材料统一汇总后放到了第1部分当中,但是删除了材料的适用温度范围,同时首次将涂层和磨损件的典型材料列入了列表之中。
(22)API 617第9版中附录G—全负荷全压力全速试验中,新增了PTC-10(压缩机测试准则)方案I—全负荷全压力惰性气体或碳氢化合物测试中的稳定性测试,并明确了试验细节应该与供应商详细讨论。
(22)API 617第9版首次将动态模拟列入到了附录H—动态模拟基本要求中,并要求:如有规定,卖方应按照约定的范围和要求提供动态模拟报告。动态模拟主要研究压缩机对瞬态条件和工艺变化的动态响应。附录H中明确了默认的动态模拟研究过程包括:
——压缩机在额定工况下的紧急停车过程
——轴流压缩机在额定工况下不卸荷的紧急停车过程
——压缩机在额定工况下的正常停车过程
——压缩机在防喘振控制线运行工况下的紧急停车过程
——轴流压缩机在降负荷运转工况(turndown point)下的卸荷紧急停车过程——压缩机在防喘振控制线运行工况下的正常停车过程
——压缩机的正常开机过程
——未泄压情况下的压缩机重新启机过程
——压缩机正常工况下的防喘振阀突然打开过程
——压缩机正常工况下压缩机入口自动阀突然关闭过程
——压缩机正常工况下压缩机出口自动阀突然关闭过程
以上的过程研究一方面是为了验证驱动机的选型是否合适,另一方面是验证主要控制系统的设计是否合适。动态模拟研究需要提供例如控制说明、PID、PFD、压缩机数据表、性能曲线、转动惯量、容器图纸、防喘振阀图纸等一系列图纸,这需要买卖双方的共同努力。
中国化工学会化工安全专业委员会
中国化工学会化工机械专业委员会
中国化工学会智能制造专业委员会
《石油化工企业设备维护与检修》编辑部
石化设备安全运维服务网公众号
石油化工之家公众号
油气管网与储罐区产业公众号
碳索视界(北京)企业管理咨询有限公司
盛融华创(北京)能源科技发展有限公司
《石油化工设备技术》编辑部
《石化技术》编辑部
《石油化工腐蚀与防护》编辑部
《化工机械》杂志
《化工自动化及仪表》杂志
炼化及石化下游产业网
石化设备圈公众号
炼油与石化下游产业公众号
石化缘科技咨询公众号
超级石化公众号

中石研石化设备安全运维专家服务(中心)专业委员会
中机维协石油石化建安检维修分会