



摘 要:胺液脱硫系统是炼油企业重要的脱硫装置,其工艺定位可概括为“上游工艺保平稳、系统自身降能耗、下游工艺保达标”,对保障全厂安全生产与节能降耗具有重要意义。由于其连续吸收—再生的运行特点,长周期运行过程中易出现再生能耗高、脱硫不达标、发泡冲塔、设备腐蚀及堵塞等共性问题。该文从系统优化、设备强化、脱硫剂性能提升以及先进节能技术等方面,为上述问题提供了综合解决方案。
关键词:胺液脱硫 节能优化 系统发泡 设备腐蚀 脱硫剂 热泵技术 能量梯级利用 塔盘
胺液脱硫系统是炼油企业与天然气行业重要的含酸性气体脱硫装置,通常由脱硫单元、再生单元及配套换热、过滤与闪蒸等设备组成,其工艺采用低温吸收—高温再生流程。随着原油重质化加剧、成品油质量标准与环保要求升级,炼油企业脱硫负荷增加,胺液脱硫系统已成为仅次于原油加工及循环水的第三大物流系统[1-2]。其运行状况直接影响净化气质量,也是耗能大户,其能耗约占全厂总能耗8%。因此,提升胺液脱硫系统能效水平,对保障安全生产与降低全厂能耗具有重要的现实意义。
1 胺液脱硫系统运行特点
1.1 工艺特点
炼化企业胺液脱硫系统的脱硫塔多随主生产装置配套设计建设,而再生塔多集中于硫磺回收装置。系统普遍采用“单独脱硫+集中再生”流程,即一座再生塔对应若干座脱硫塔,吸收酸性气的富胺液集中再生,再生后贫胺液输送至各吸收塔循环使用。根据脱硫塔及再生塔分布情况可分为单独溶剂再生、集中溶剂再生及混合溶剂再生;根据待处理脱硫原料气组成特点及脱硫指标要求,一般可分为临氢溶剂再生、非临氢溶剂再生、硫磺单独溶剂再生。部分企业可能单独设置火炬、焦化等装置的配套溶剂再生单元。
胺液脱硫系统典型工艺流程如图1 所示,富含酸性气的原料气(炼油过程的含硫干气、液化气、循环氢、低分气、硫磺尾气等)在低温条件自脱硫塔底部进入脱硫塔,与自上而下分布的贫胺液逆流接触。脱除H2S并达标后的气体送至后续处理工艺,吸收H2S 后的富胺液则送至再生塔,在高温下实现酸性气的解吸。再生塔塔顶采出的酸性气送往后续处理单元,大型炼厂通常为进入硫磺回收装置,小型炼厂则可能用于制备NaHS 或H2SO4等。再生后的贫胺液经冷却后返至脱硫塔循环使用。
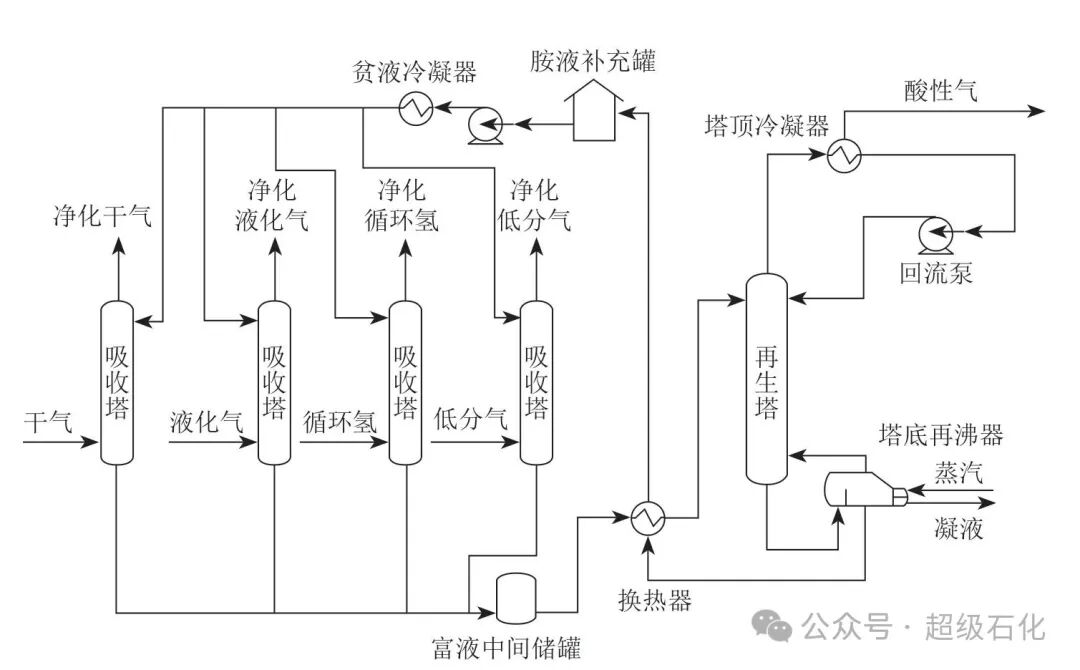
图1 胺液脱硫系统工艺流程示意
1.2 脱硫剂
脱硫剂是胺液脱硫系统技术升级的核心,较常见的主脱硫剂包括一乙醇胺(MEA)、二乙醇胺(DEA)、三乙醇胺(TEA)、二甘醇胺(DGA)、N-甲基二乙醇胺(MDEA)及位阻胺等,同时复配一定的添加剂及助剂等。
按照主脱硫剂开发及应用的时间节点,可分为四个阶段:第一阶段脱硫剂主要为TEA、MEA 与DEA 等,该类脱硫剂同时吸收H2S 与CO2,稳定性差且再生能耗高,目前已较少应用于脱硫场合,其中MEA主要转向CO2捕集等脱碳领域;第二阶段主要为MDEA,由于其具有较好的CO2选择吸收性、热稳定性,且酸性负载高、腐蚀性小,目前已广泛应用于炼油企业胺液脱硫领域;第三阶段为功能性脱硫剂,主要针对催化干气、硫磺尾气、天然气等含有机硫、CO2的气源脱硫需求,具体包括位阻胺类、物理—化学复合溶剂等,部分应用于特定胺液脱硫系统;第四阶段目前尚未实现工业应用,主要包括离子液体脱硫、相变脱硫等,其中离子液体脱硫具有蒸汽压低、热稳定性好、不易挥发等优点,但仍需解决黏度高、价格昂贵等问题。
1.3 设备
脱硫塔及再生塔是胺液脱硫系统的关键设备。除液化气脱硫采用填料塔外,系统普遍采用浮阀类塔盘。该类塔盘可通过调整堰高来调节持液量与持液时间,具有操作弹性大、雾沫夹带少、制造成本低等优点[3]。浮阀塔盘上的气液传质过程主要为胺液以连续相、待脱硫原料气以分散相,形成气液鼓泡接触。塔盘类型包括条形、船型及导向梯形等。
贫富液换热器、空冷器等换热设备性能对系统能耗有较大影响。尤其是贫富液换热器,随运行周期延长效率明显降低,导致再生系统能耗升高。常规工况下,贫液经贫富液换热器后进入再生塔温度应在90 ℃以上,较优区间为95~100 ℃。各企业再生塔进塔温度存在差异,具体如图2所示。
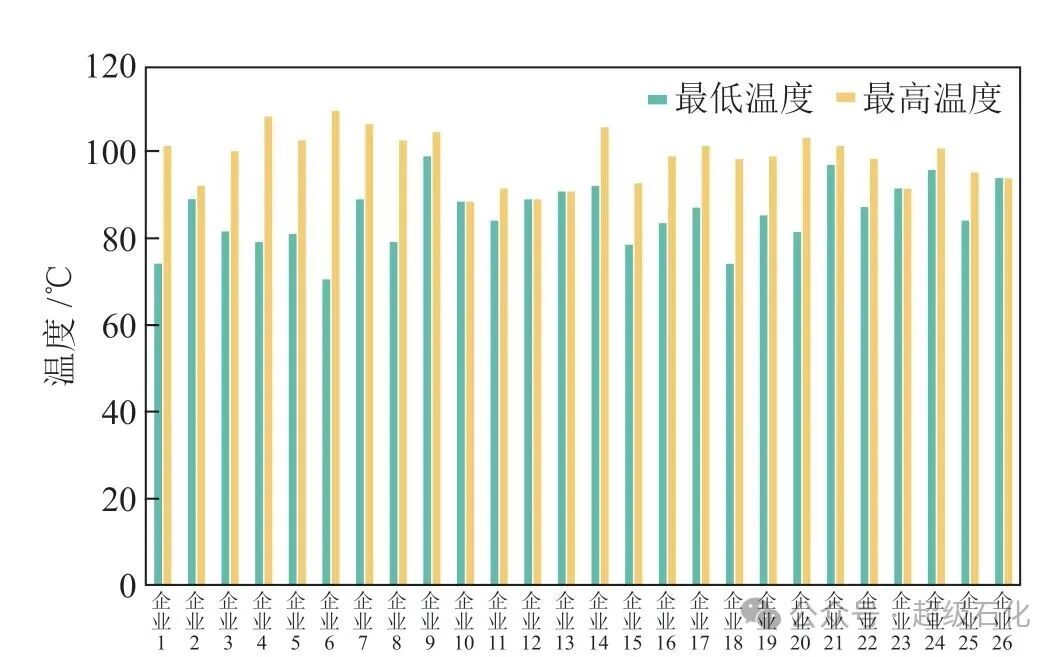
图2 各企业再生塔进塔温度
2 共性问题分析
2.1 脱硫效果不达标
胺液脱硫效果受胺液品质、胺液浓度、原料气负荷、设备效率及系统运行平稳性等多种因素影响。不同类型的胺液系统需解决的脱硫需求存在显著差异。如临氢溶剂再生中,待脱硫的原料气主要为循环氢、低分气等,其特点为气量大、压力高、H2S 含量高,脱后H2S 控制指标较为严格,其待脱硫组分主要为H2S,其它酸性气体组分较少。非临氢溶剂再生系统相对复杂,原料气来源广泛,包括催化裂化及焦化装置干气与液化气、火炬气、解析气等。其中,催化干气受工艺操作影响,H2S与CO2含量基本相当,普遍在2 vol%~3 vol%;焦化干气可能夹带焦粉而致胺液污染;火炬气量波动大、气体组成复杂,容易引起胺液降解变质。因此,针对非临氢溶剂再生系统的脱硫不达标问题,需结合原料气性质具体分析。
2.2 胺液品质下降
胺液发泡是各类胺液系统的常见问题,常见于干气脱硫塔、循环氢脱硫塔及再生塔等。其运行表征包括雾沫夹带增多、净化气带液至下游气液分离罐、胺液损耗加剧等,严重时可导致脱硫塔或再生塔压力快速上升、压力表示值失准。
胺液发泡与其表面张力及黏度等物理性质密切相关。当溶液表面张力降低、黏度增大时,更易形成稳定泡沫[4]。此外,单一金属离子、热稳盐阴离子、固体颗粒及烃类等杂质对新鲜胺液的发泡高度与消泡时间影响有限,但对运行中胺液的发泡性能却有显著促进作用,以表面活性剂、轻烃及固体杂质的影响尤为突出。胺液发泡成因复杂,尚无普适性解决方案,工程上通常采取添加消泡剂、实施胺液净化等措施抑制其发泡趋势。
2.3 设备腐蚀
胺液脱硫系统设备腐蚀多发于贫富液换热器、空冷器、水冷器等温度与相态变化的部位。严重腐蚀可导致换热器管束穿孔,引发非计划停车,且会导致胺液中阳离子浓度升高、加速胺液降解,FeS等腐蚀产物增多,进而加剧发泡及设备堵塞风险。腐蚀形态主要包括均匀腐蚀、坑蚀、冲刷腐蚀、氢鼓包及应力腐蚀,其腐蚀过程受多种因素影响,如胺液中的H2S、水、MDEA、热稳态盐、有机降解物等[5]。此外,胺液流速、设备材质、管线布局与设备结构均会影响系统腐蚀行为。针对胺液腐蚀问题,较为有效的工程解决手段包括将设备材质升级为300 系列奥氏体不锈钢、控制液体流速、焊后应力消除处理、限制富液中H2S负载等。腐蚀严重时,可根据腐蚀类型添加适量缓蚀剂。同时可通过定点测厚、腐蚀挂片探针、日常分析胺液中铁离子含量等手段监测系统腐蚀情况。
2.4 品质下降
胺液在连续循环再生使用过程中长周期运行,极易出现品质下降问题,一类来源于外界夹带,包括待脱硫原料气、补充水中的杂质及系统腐蚀产物等;另一类源于胺液因热降解、氧化降解及化学降解生成的热稳定盐和有机杂质,具体杂质类型如表1所示。
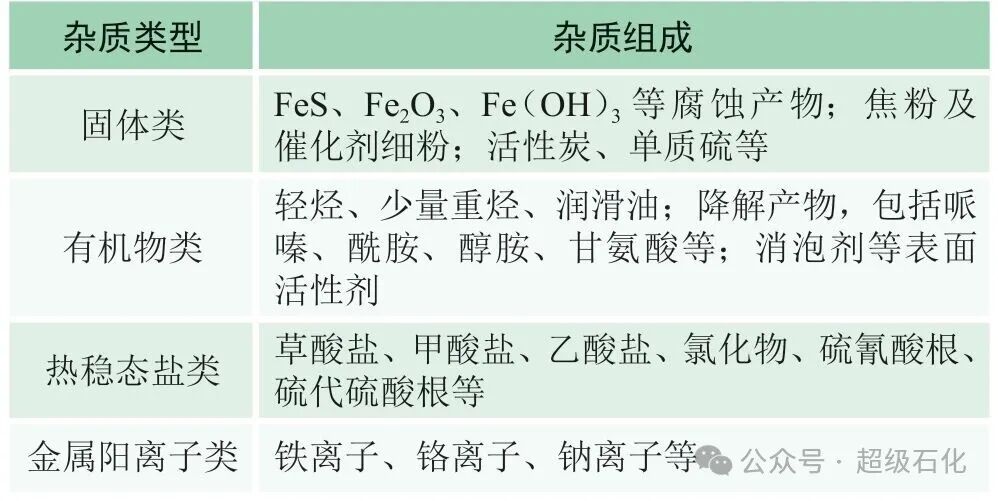
表1 胺液脱硫系统主要杂质类型
胺液系统中的杂质类型可分为固体类、有机物类、热稳态盐类、金属阳离子类。其中,固体类杂质主要来源于腐蚀产物、焦化干气夹带的焦粉、渣油加氢工艺夹带的杂质、三级过滤器冲刷的活性炭粉末等。有机物类杂质来源较为复杂,一是胺液自身降解生成的有机类降解产物,会影响溶液脱硫性能;二是原料气夹带的轻烃、重烃类物质;三是部分企业采用柴油、海水等作为换热介质时,因换热器管束腐蚀泄露而引入的有机污染物;四是系统主动添加的消泡剂、缓蚀剂等,尤其是消泡剂的使用应严格控制用量,并在投加前进行筛选评估。热稳态盐类阴离子的生成来自MDEA 降解生成的乙酸根、甲酸根、硫代硫酸根、草酸根等,以及外部引入的杂质离子,包括磷酸根、氟离子、氯离子等。金属阳离子的来源包括腐蚀产生的铁离子、铬离子,胺液净化引入的钠离子等。
随着胺液中固体悬浮物、油类及热稳定盐类不断积累,其品质将显著恶化,导致塔盘及换热器堵塞、液位计指示失稳、胺液发泡加剧等问题,影响H2S脱除效率及运行稳定性。
3 节能优化运行建议
3.1 系统优化
胺液脱硫系统优化主要包括工艺操作参数调整、系统整合及再生富胺液梯级利用等。技术人员可借助专业的流程模拟软件,建立胺液脱硫—再生模型,对操作参数进行模拟优化,并结合装置实际情况调整。也可委托专业机构对系统潜在的发泡、腐蚀等风险进行评估预测,确保优化方案的可靠性。
系统可调整的工艺操作参数主要包括贫液流量、贫液H2S 负载、胺液浓度及富液进塔温度等,优化过程需以满足净化气H2S 含量、脱硫塔及再生塔的水力学负荷为约束条件。在确保塔器水力学平衡的前提下,建议根据系统类型制定差异化优化方案。对于非临氢溶剂再生系统,其净化气H2S 指标要求相对严格,当H2S 含量≤5mg/m3或未检出时,可考虑降低胺液循环量;当H2S 含量相对较高时,则应在严格控制净化气指标的前提下,采取适度放宽贫液质量要求、优化操作温度、提高胺液浓度等措施。对于临氢再生系统,其净化气H2S 指标容限相对宽松,可优先开展胺液降量调节,过程中需关注增压泵等设备的调节范围。
胺液脱硫系统整合通常可于企业大修或扩能改造等期间实施,尽可能实现富氨液集中再生处理,可按原料气来源将再生系统分为临氢、非临氢及硫磺专用等类别。富胺液梯级利用则着眼于解决“富液不富”的问题,建议在同一套溶剂再生系统内实施,保证胺液品质均一。通常将H2S负载约为3g/L的干气脱硫富胺液,用作循环氢脱硫的贫液或半贫液,此类优化思路更适用于混合溶剂再生系统。
3.2 设备强化
胺液系统关键设备的强化包括更换高效塔内件、采用强化传质设备及优化换热器等。采用抗堵抑泡塔盘替代原有塔内件,可有效减缓发泡趋势并减少雾沫夹带。
中国石化大连石油化工研究院开发的SDMP系列塔盘采用立体喷射态塔盘结构取代传统的鼓泡传质过程,实现气相为连续相、液相为分散相。高速上升的气体将塔板上的薄液层提升为环状液膜,经罩体侧面筛孔喷射切割后实现气液分离。该系列塔盘适用于加氢装置脱硫塔、再生塔及污水汽提等场景。在某油田天然气脱硫系统的应用表明,外输气H2S 含量由10mg/kg 降至2 mg/kg,脱硫塔压降由0.02 MPa降至0.01MPa,胺液循环量由21t/h降至17 t/h,系统能耗降低约20%[6]。
另一类典型的强化传质设备为旋转床反应器,适用于干气脱硫等需提高选择吸收性能的场合。通过离心力强化气液传质与混合,将反应接触时间大幅降至0.06~0.6s,进而减少胺液与CO2的反应时间,降低CO2共吸率。某炼厂干气旋转床的中试结果表明,通过优化转速与吸收温度等条件,H2S含量自3.1%降至0.01%,H2S选择性自50%提高至90%以上[7]。
3.3 脱硫剂性能提升
根据不同胺液系统的脱硫需求,可选用相应的功能性脱硫溶剂。针对催化干气等高CO2/H2S 比的气源,可选择位阻胺型脱硫溶剂。该类溶剂一般通过引入空间位阻基团,降低与CO2的反应速率,抑制胺基甲酸盐的生成,使其与H2S、CO2的反应速率相差一个数量级以上,从而利用反应动力学差异,提高对H2S 的选择性。向系统中添加相当于胺液藏量10%的空间位阻胺脱硫剂后,可在确保净化干气H2S达标的同时,使CO2共吸率降低10%~20%。满足选择性脱硫需求的溶剂性能要求如表2所示。
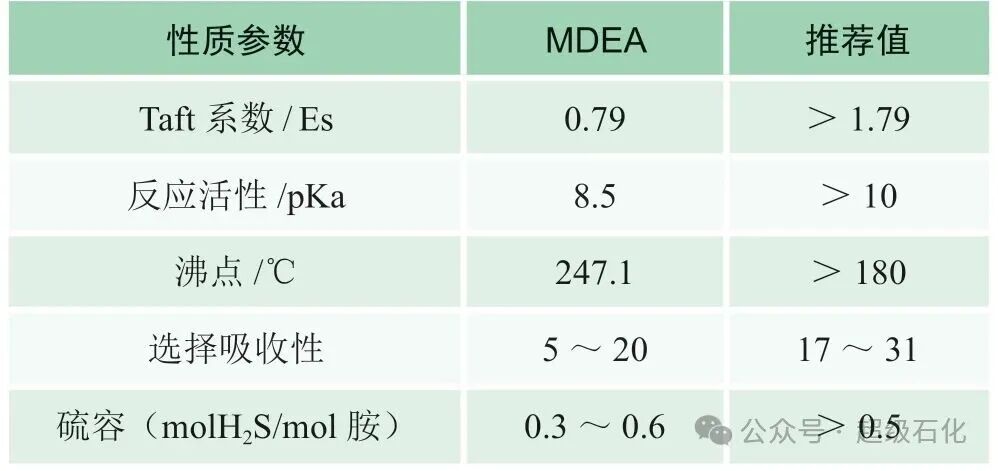
表2 选择性脱硫剂性能要求
针对天然气等含有机硫的脱硫场合,可选用脱总硫型溶剂,并根据有机硫种类调配脱硫剂配方。有机硫中COS 含量较高时,可适当引入伯胺、仲胺或环状叔胺等组分以提高其水解速率;若以甲硫醇为主要脱除目标,则需筛选对硫醇具高溶解度溶剂,如吗啉、碳酸丙烯酯、环丁砜、甲基吡咯烷酮及聚乙二醇二甲醚等,以提升对硫醇的吸收效果[8]。
3.4 热泵技术
胺液再生塔主要采用低压蒸汽再生,塔顶温度约105 ℃、塔底温度约115~120 ℃。塔顶气大部分为水蒸气,焓值较高,具备较好的热泵技术实施条件。考虑胺液运行性质要求,可采用闭式热泵系统:换热工质与塔顶气换热气化后,经压缩机增压升温及升压,将热量传递至塔底富胺液,从而实现塔顶余热回收利用,达到降低再生蒸汽消耗与塔顶空冷器负荷的节能目标。
目前,热泵技术在降低碳捕集能耗领域的研究相对较多,在胺液脱硫领域也已实现工业应用,如某企业硫磺装置溶剂再生塔原使用14 t/h低压蒸汽,拟采用合同能源管理形式建设一套规模产汽8 t/h的热泵系统。
4 结论
胺液脱硫是目前最为成熟且应用广泛的大气量气体脱硫技术。然而,系统在长周期运行中仍存在再生能耗高、脱硫不达标、发泡冲塔、设备腐蚀堵塞及胺液品质恶化等问题。通过系统性开展操作优化、能量梯级利用,并集成热泵技术,可有效降低系统运行能耗。根据原料气组成特性,优选位阻胺、脱总硫等功能性脱硫溶剂,实现降低CO2共吸率、提高COS 及甲硫醇等有机硫的脱除能力。同时,采用立体喷射态塔盘等高效内件可强化气液传质效果、提高脱硫及再生效率,减缓系统发泡趋势。
胺液系统节能工作应紧密围绕其“上游保平稳、系统降能耗、下游保达标”的工艺定位展开。通过定制化的成套技术方案解决系统运行瓶颈,在保障其“安、稳、长、满、优”生产运行的同时,进一步降低系统再生能耗,提升整体技术经济性。
作者:李明一中石化(大连)石油化工研究院有限公司
中国化工学会化工安全专业委员会
中国化工学会化工机械专业委员会
中国化工学会智能制造专业委员会
《石油化工企业设备维护与检修》编辑部
石化设备安全运维服务网公众号
石油化工之家公众号
油气管网与储罐区产业公众号
碳索视界(北京)企业管理咨询有限公司
盛融华创(北京)能源科技发展有限公司
《石油化工设备技术》编辑部
《石化技术》编辑部
《石油化工腐蚀与防护》编辑部
《化工机械》杂志
《化工自动化及仪表》杂志
炼化及石化下游产业网
石化设备圈公众号
炼油与石化下游产业公众号
石化缘科技咨询公众号
超级石化公众号

中石研石化设备安全运维专家服务(中心)专业委员会
中机维协石油石化建安检维修分会